Neváhajte poslať správu
I. Úvod: Riešenie „nemožnej“ úlohy Fráza „nasadenie štvorcového kolíka do okrúhleho otvoru“ je univerzálnym symbolom...
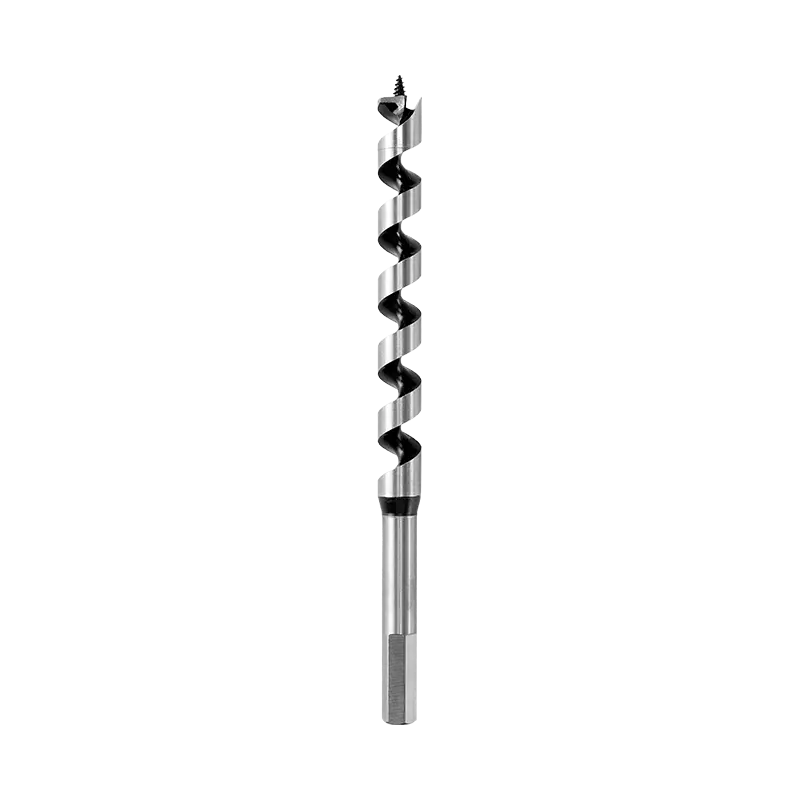
ČÍTAJTE VIACVrták je rezný nástroj, ktorý sa používa s vŕtačkou na odstraňovanie materiálu a vytváranie valcových otvorov v obrobku. Je to jeden z najzákladnejších nástrojov pri obrábaní, konštrukcii a výrobe. Vrtáky sú navrhnuté tak, aby sa otáčali vysokou rýchlosťou pri aplikácii axiálnej sily, čo umožňuje rezným hranám postupné strihanie alebo obrusovanie materiálu pri každej otáčke.
Základná anatómia vrtáka zahŕňa bod (špička, ktorá iniciuje rez), flauty (skrutkovité drážky, ktoré odvádzajú triesky a dodávajú chladiacu kvapalinu), stopka (časť držaná skľučovadlom) a telo (hlavná pracovná dĺžka). Variácie v každej z týchto funkcií definujú výkon bitu v rôznych materiáloch a aplikáciách.
Vrtáky sa vyrábajú zo širokej škály materiálov – vrátane rýchloreznej ocele (HSS), zliatin kobaltu a karbidu volfrámu – a môžu byť potiahnuté nitridom titánu (TiN), čiernym oxidom alebo uhlíkom podobným diamantu (DLC), aby sa predĺžila životnosť nástroja a znížilo trenie. Globálny trh s reznými nástrojmi, ktorý zahŕňa vrtáky, bol prehodnotený 9 miliárd USD v roku 2023 a naďalej rastie spolu s dopytom v leteckom, automobilovom a stavebnom sektore.
Hrnčekový vrták – známy aj ako a Forstnerov bit alebo vrták s plochým dnom – je špecializovaný nástroj na obrábanie dreva určený na rezanie čistých otvorov s plochým dnom s hladkými bočnými stenami. Na rozdiel od štandardných otočných vrtákov, ktoré zanechávajú na základni kónické vybranie, hrncové vrtáky vytvárajú valcovú dutinu, ktorá je ideálna pre skryté závesy, vrecká na hmoždinky a inštalácie zapusteného hardvéru.
Kľúčový štrukturálny rozdiel je ráfikom vedený rezný dizajn : vonkajší kruhový ráfik vykonáva primárne rezanie a definuje priemer otvoru, zatiaľ čo malá stredová ostroha ryje kresbu dreva, aby sa zabránilo vytrhnutiu. Vďaka tomu sú hrncové vrtáky obzvlášť účinné pri rezoch s priečnymi zrnami, kde bežné vrtáky majú tendenciu blúdiť alebo štiepiť povrch.
Hrnčekové vrtáky sú dostupné v priemeroch od 10 mm do 150 mm a zvyčajne sa používajú s vŕtacím lisom na presné ovládanie hĺbky, hoci sa dajú použiť s ručnou vŕtačkou, keď sú vedené pomocou prípravku. Nie sú vhodné na kov alebo murivo – použitie je do značnej miery obmedzené na masívne drevo, preglejku a MDF.
Tvrdokovové vrtáky — vyrobené z karbid volfrámu (WC) spájané kobaltom – sú navrhnuté pre aplikácie, kde štandardné HSS bity zlyhávajú alebo sa príliš rýchlo opotrebúvajú. S tvrdosťou podľa Vickersa nad 1 500 HV (v porovnaní s približne 800 – 900 HV pre HSS) si karbid zachováva svoju reznú hranu pri teplotách presahujúcich 900 °C, čo z neho robí preferovanú voľbu pre vysokorýchlostné CNC obrábanie, abrazívne materiály a tvrdé obrobky.
Vrtáky z tvrdokovu sa zvyčajne používajú v obrábacích centrách skôr ako ručné vŕtačky, pretože ich tvrdosť ich tiež robí krehkými pri bočnom náraze alebo vibráciách. Vrtáky s tvrdokovovými hrotmi – ktoré kombinujú oceľové telo so spájkovaným tvrdokovovým hrotom – ponúkajú väčšiu odolnosť proti nárazom a sú bežnejšie v stavebníctve a vo všeobecnom prostredí dielní.
| Materiál | Typ karbidového bitu | Kľúčová výhoda |
|---|---|---|
| Kalená oceľ / nerez | Skrutkovací bit zo slinutého karbidu | Tepelná odolnosť, retencia hrán |
| Liatina / legované ocele | Vrták s karbidovým hrotom | Odolnosť voči oderu |
| Betón / murivo | Karbidový SDS / kladivový bit | Odolnosť proti nárazu |
| Sklolaminát / CFRP kompozity | Pevný tvrdokov s ostrým hrotom alebo rovnou drážkou | Minimalizuje delamináciu |
| Keramické / sklenené dlaždice | Tvrdokovový hrot s hrotom | Vstup bez trhlín |
Vo výrobných prostrediach CNC, Tvrdokovové vrtáky predlžujú životnosť nástroja 3–10× v porovnaní s HSS pri vŕtaní kalených ocelí nad 40 HRC, čo priamo znižuje prestoje a náklady na nástroje na jeden otvor. Pre stavebné remeslá zostávajú vrtáky SDS-plus a SDS-max s tvrdokovovými hrotmi štandardom pre vŕtanie s rotačným príklepom do železobetónu – geometria vrtákov kombinuje nárazový úder s rotačným rezaním, aby účinne prenikala do kameniva.
Výber správneho vrtáka spočíva v štyroch premenných: materiál obrobku, požadovaná geometria otvoru, typ stroja a objem výroby . Použitie nesprávneho bitu nielenže skracuje životnosť nástroja – riskuje poškodenie obrobku, rozmerovú chybu a bezpečnostné riziká v dôsledku zlomenia bitu pri zaťažení.
Okrem materiálu vždy zvážte pomer hĺbky k priemeru : otvory hlbšie ako 5× priemer vyžadujú vrtáky s parabolickou drážkou alebo hlbokými otvormi s prerušovanými cyklami sťahovania, aby sa odstránili triesky a zabránilo sa hromadeniu tepla. Pre výrobné vŕtanie, kde sú potrebné stovky rovnakých otvorov, investícia do potiahnutých karbidových bitov s presnou geometriou hrotu výrazne znižuje náklady na otvor v porovnaní s lacnejšími alternatívami HSS.
I. Úvod: Riešenie „nemožnej“ úlohy Fráza „nasadenie štvorcového kolíka do okrúhleho otvoru“ je univerzálnym symbolom...
ČÍTAJTE VIACKovoobrábanie bolo vždy základným kameňom priemyselného rozvoja, formovalo všetko od automobilových komponentov až po ...
ČÍTAJTE VIAC1. Čo sú kliešte na vodné čerpadlo? – Flexibilný nástroj „Všestranný“. V modernej priemyselnej výrobe a každodennej údržbe...
ČÍTAJTE VIACVýber vhodných priemyselných rezných nástrojov je zásadným rozhodnutím, ktoré priamo ovplyvňuje efektivitu výroby...
ČÍTAJTE VIACAutorské práva © Zhejiang URUS Tools Co., Ltd. privacy policy
